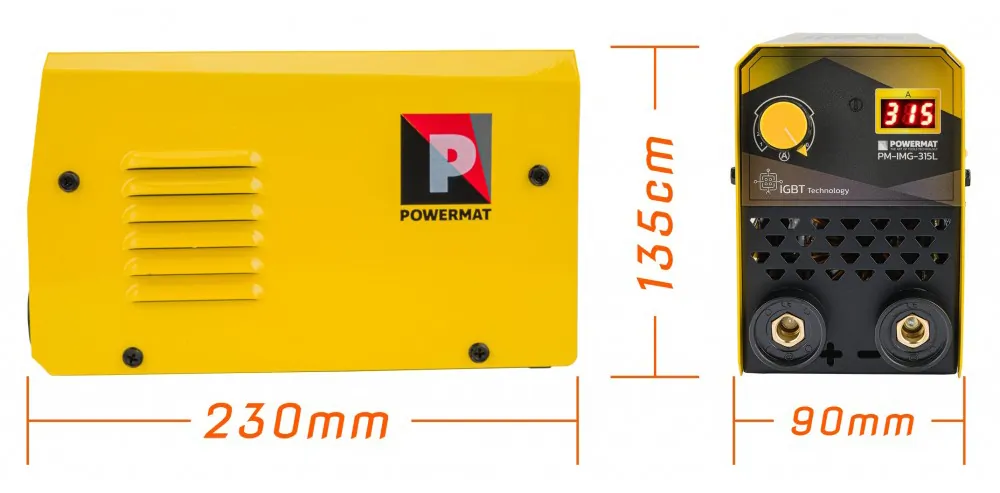
Kompaktowa i minimalistyczna konstrukcja
Model PM-MMAT-300L jest spawarką inwertorową, której konstrukcja bazuje na wydajnych tranzystorach IGBT. Wyposażona jest w czytelny wyświetlacz LCD wskazujący aktualny prąd spawania ustawiany przyciskami. Spawarka wyposażona jest w wentylator chłodzący układy elektroniczne oraz pozostałe komponenty, a także czujnik termiczny zabezpieczający urządzenie przed przegrzaniem. Urządzenie spawa prądem od 20 do 315A, pozwala na spawanie elektrodą o średnicy 1,6 mm do 4 mm.
Dzięki zastosowaniu dużego wentylatora w małej obudowie spawarki, zwiększono przepływ powietrza co obniżyło temperaturę tranzystorów. Sprawność urządzenia to aż 60%. Szelki zdecydowanie ułatwiają pracę ze spawarką czyniąc ją bardziej poręczną.
Konstrukcja oparta na tranzystorach IGBT
Tranzystor IGBT łączy zalety dwóch typów tranzystorów łatwość sterowania tranzystorów polowych i wysokie napięcie przebicia oraz szybkość przełączania tranzystorów bipolarnych. Spawanie elektrodą 1,6 mm jest już możliwe przy zastosowaniu bezpiecznika zwłocznego klasy C 16A. Praca na maksymalnym prądzie 315A wymaga zabezpieczenia co najmniej 20A.
Dzięki zastosowaniu technologii tranzystorów IGBT sprawność urządzenia to aż 60%.

Spawanie metodą MMA
Spawanie łukowe elektrodą otuloną nazywane jest również metodą MMA (Manual Arc Welding) i jest to najstarsza i najbardziej uniwersalna metoda spawania łukowego.
W metodzie MMA wykorzystywana jest elektroda otulona, która składa się z metalowego rdzenia pokrytego sprasowaną otuliną. Pomiędzy końcem elektrody a spawanym materiałem, wytwarzany jest łuk elektryczny. Zajarzenie łuku ma charakter kontaktowy poprzez dotknięcie końca elektrody do materiału spawanego. Elektroda topi się i krople stopionego metalu elektrody przenoszone są poprzez łuk do płynnego jeziorka spawanego metalu, tworząc po ostygnięciu spoinę. Spawacz dosuwa elektrodę w miarę jej stapiania do spawanego przedmiotu tak, aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Topiąca się otulina elektrody wydziela gazy, które chronią płynny metal przed wpływem atmosfery, a następnie krzepnie i tworzy na powierzchni jeziorka żużel, który chroni krzepnący metal spoiny przed wpływem otoczenia. Po odsunięciu elektrody od spawanego przedmiotu łuk elektryczny ustaje i proces spawania zostaje przerwany. Po ułożeniu jednego ściegu żużel należy mechanicznie usunąć.
Podstawowa różnica w stosunku do innych metod spawania polega na tym, że w metodzie MMA elektroda ulega skróceniu. W metodzie TIG oraz MIG/MAG długość elektrody pozostaje przez cały czas niezmieniona i odległość pomiędzy uchwytem a elementem spawanym jest przez cały czas stała. W metodzie MMA, aby utrzymać stałą odległość pomiędzy elektrodą a jeziorkiem spawalniczym, uchwyt elektrody musi być przez cały czas przesuwany w kierunku spawanego elementu co powoduje, że umiejętności spawacza odgrywają szczególną rolę.